Système d'inspection optique de visualiseur pour bouteilles en plastique
Objet de l'inspection
En tant que bouchon de bouteille médicale, le bouchon de combinaison aluminium-plastique a une variété de spécifications et est facile à ouvrir.,Le couvercle composite en aluminium-plastique a une structure simple, le couvercle de l'emballage est un couvercle en aluminium-plastique, le couvercle de l'emballage est un couvercle en aluminium-plastique, le couvercle en aluminium-plastique est un couvercle en aluminium-plastique, le couvercle en aluminium-plastique est un couvercle en aluminium-plastique, le couvercle en aluminium-plastique est un couvercle en aluminium-plastique, le couvercle en aluminium-plastique est un couvercle en aluminium-plastique, et le couvercle en aluminium-plastique est un couvercle en aluminium-plastique.faible coûtLes bouchons composites en aluminium-plastique présentent de nombreux avantages, tels qu'une torsion stable, ce qui peut réduire le temps d'ouverture;résistance à la tension et à la corrosion, et ce sont les raisons pour lesquelles les bouchons composites en aluminium-plastique sont largement utilisés comme bouchons de bouteilles médicales.
L'industrie pharmaceutique a toujours été l'objet de l'attention de la plupart des groupes.Keyi Technology a fourni une technologie de pointe pour les tests d'emballage dans de nombreuses industries pharmaceutiquesPartagez le système avec plus de fabricants qui ont besoin d'équipements de test.
Norme d'inspection
| Modèle |
Nombre de caméras
|
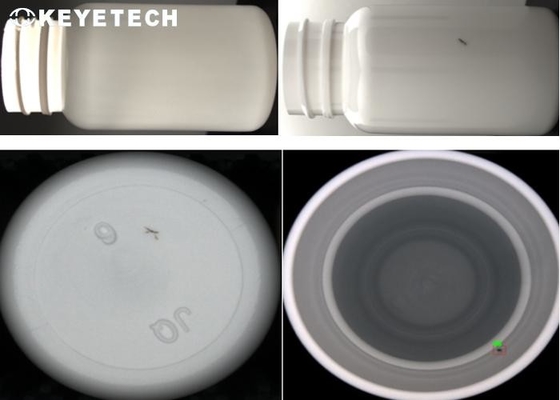
Portée des inspections
|
Contenu des inspections
|
Précision de détection
|
Précision
|
Capacité |
|
Le KVIS-MC
- SC10
|
1 série |
Surface concave
|
Tache noire, taches (couleur différente)
|
≥ 0,2 mm |
Qualifié plus de 96%
|
300 pièces par minute
|
|
Taux de détection erronée inférieur à 1%
|
| 1 série |
Surface supérieure
|
Tache noire, taches (couleur différente)
|
≥ 0,2 mm |
Qualifié plus de 96%
|
|
Taux de détection erronée inférieur à 1%
|
|
4 séries
|
Zone latérale
|
Tache noire, taches (couleur différente)
|
≥ 0,2 mm |
Qualifié plus de 96%
|
|
Taux de détection erronée inférieur à 1%
|
|
L'impression manque
|
≥1,0 mm |
Plus de 96,5% qualifiés
|
|
Taux de détection erronée inférieur à 1%
|
|
Injection incomplète
|
≥ 0,5 mm |
Qualifié plus de 98%
|
|
Taux de détection erronée inférieur à 0,8%
|
|
La fermeture est mauvaise.
|
≥1,0 mm |
Qualité supérieure à 95% |
| Taux de détection erronée inférieur à 1% |
|
4 séries
|
Surface de l'anneau
|
Tache noire, taches (couleur différente)
|
≥ 0,2 mm |
Qualifié plus de 96%
|
|
Taux de détection erronée inférieur à 1%
|
|
Incomplète
|
≥ 0,5 mm |
Qualifié plus de 98%
|
|
Taux de détection erronée inférieur à 0,8%
|
Commentaire:
1La valeur de la différence de contraste des taches noires et des défauts de saleté doit être supérieure à 40 pour être détectée efficacement.
2Le matériau doit rester stable.
3La poussière et d'autres facteurs externes affecteront la détection de l'algorithme, donc maintenir un environnement sans poussière
5Il y a un point mort dans le fil de bouteille, et le corps de la bouteille et la paroi interne de l'ouverture de la bouteille ne peuvent pas être détectés.
6L'absence de matériau, les fissures et la détection du flash sont clairement visibles à l'œil humain.
7Le fond de la bouteille peut être obstrué par les bords rugueux de la bouche de la bouteille lors de la prise de vue, ce qui entraîne un point mort sur le fond de la bouteille.
En savoir plus sur l'appareil photo

Les partenaires de coopération
Notre société a servi de nombreuses entreprises bien connues telles que Coca-Cola, P&G, Unilever, ALPLA, C'estbon, Nongfu Spring, etc., et a gagné les éloges de nombreux utilisateurs.
Service après-vente
La société dispose d'une équipe de service technique complète et d'un mécanisme de réponse rapide, et dispose de spécialistes dédiés pour chaque client,qui peut recevoir des conseils techniques et des rapports de défauts des clients à tout moment. Et pour assurer une réponse rapide aux urgences des clients, pour s'assurer que les clients reçoivent un service satisfaisant. Pendant l'épidémie ou pour des raisons particulières,lorsque les ingénieurs du service après-vente ne sont pas en mesure d'atteindre le site, le centre de service peut régler à distance l'équipement du client pour le dépannage et la consultation technique.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!